

-
 Gummi-KnetmaschineEin Gummikneter ist eine Art Industrieausrüstung, die in der Gummi- und Kunststoffindustrie zum M...
Gummi-KnetmaschineEin Gummikneter ist eine Art Industrieausrüstung, die in der Gummi- und Kunststoffindustrie zum M... -
 Gummi-Banbury-MaschineIm Bereich der modernen Gummi- und Kunststoffverarbeitung sind effiziente, energiesparende und um...
Gummi-Banbury-MaschineIm Bereich der modernen Gummi- und Kunststoffverarbeitung sind effiziente, energiesparende und um... -
 Offene GummimischmühleDie offene Gummimischmühle verfügt über zwei horizontal angeordnete Walzen, und der Prozess des M...
Offene GummimischmühleDie offene Gummimischmühle verfügt über zwei horizontal angeordnete Walzen, und der Prozess des M... -
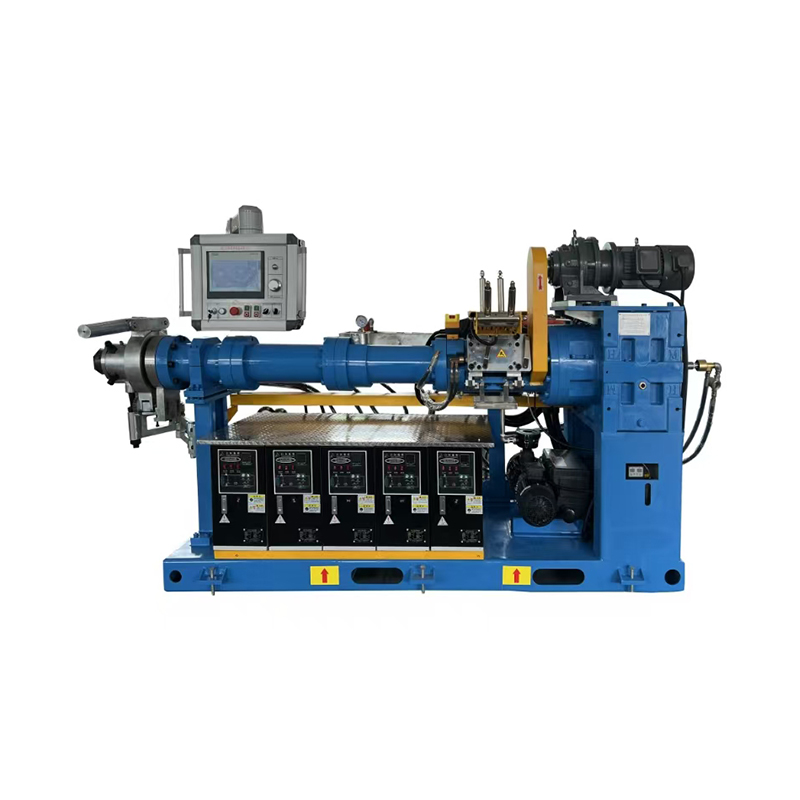
 Doppelschnecken-ExtrudermaschineIn der gummiverarbeitenden Industrie hat der Mischprozess direkten Einfluss auf die Qualität des ...
Doppelschnecken-ExtrudermaschineIn der gummiverarbeitenden Industrie hat der Mischprozess direkten Einfluss auf die Qualität des ... -
 2-Walzen-GummikalandermaschineEs wird hauptsächlich zum Kalandrieren von Gummiprodukten wie Reifen, Förderbändern, Gummiplatten...
2-Walzen-GummikalandermaschineEs wird hauptsächlich zum Kalandrieren von Gummiprodukten wie Reifen, Förderbändern, Gummiplatten... -
 3-Walzen-GummikalandermaschineEs wird hauptsächlich für die einseitige, einmal kontinuierliche Beschichtung von Gummiplatten au...
3-Walzen-GummikalandermaschineEs wird hauptsächlich für die einseitige, einmal kontinuierliche Beschichtung von Gummiplatten au... -
 4-Walzen-GummikalandermaschineEs wird hauptsächlich für die ein- und doppelseitige, einmal kontinuierliche Beschichtung von Gum...
4-Walzen-GummikalandermaschineEs wird hauptsächlich für die ein- und doppelseitige, einmal kontinuierliche Beschichtung von Gum... -
 5/6-Rollen-KunststoffkalandermaschineIn der modernen Kunststoffverarbeitungsindustrie ist das Erreichen einer gleichmäßigen Dicke, ein...
5/6-Rollen-KunststoffkalandermaschineIn der modernen Kunststoffverarbeitungsindustrie ist das Erreichen einer gleichmäßigen Dicke, ein... -
 PVC-Kunststoff-Weichfolien-KalandermaschineDiese Produktionslinie wird zur Herstellung von Agrarfolien, Verpackungsfarbfolien, transparenten...
PVC-Kunststoff-Weichfolien-KalandermaschineDiese Produktionslinie wird zur Herstellung von Agrarfolien, Verpackungsfarbfolien, transparenten... -
 Kalandrierungslinie für starre PVC-BlätterMit dieser Produktionslinie werden alle Arten von transparenten, halbtransparenten und hochfüllen...
Kalandrierungslinie für starre PVC-BlätterMit dieser Produktionslinie werden alle Arten von transparenten, halbtransparenten und hochfüllen... -
 Hot-Feed-ExtruderIn der gummiverarbeitenden Industrie bleibt die Heißspeiseextrusion eine wichtige Technologie zur...
Hot-Feed-ExtruderIn der gummiverarbeitenden Industrie bleibt die Heißspeiseextrusion eine wichtige Technologie zur... -
 Kaltfutter-ExtruderIn der heutigen Gummiindustrie, in der Konsistenz, Automatisierung und Energieeffizienz von entsc...
Kaltfutter-ExtruderIn der heutigen Gummiindustrie, in der Konsistenz, Automatisierung und Energieeffizienz von entsc... -
 Mikrowellen-HeißlufthärtungslinieIn der Gummiherstellungsindustrie ist die Vulkanisation ein entscheidender Prozess, der die endgü...
Mikrowellen-HeißlufthärtungslinieIn der Gummiherstellungsindustrie ist die Vulkanisation ein entscheidender Prozess, der die endgü... -
 VulkanisierwalzeIn der Gummiindustrie ist der Vulkanisationsprozess das entscheidende Glied, um die Leistung des ...
VulkanisierwalzeIn der Gummiindustrie ist der Vulkanisationsprozess das entscheidende Glied, um die Leistung des ... -
 Hochtemperatur-ÖlreglerIn vielen Industriebereichen wie Gummi, Kunststoff, Chemie, Druckguss, Verbundwerkstoffe usw. sin...
Hochtemperatur-ÖlreglerIn vielen Industriebereichen wie Gummi, Kunststoff, Chemie, Druckguss, Verbundwerkstoffe usw. sin...

Autoindustrie
Durch den Einsatz von Kerntechnologien wie „hochpräzises Formen von Verbundwerkstoffen, witterungsbeständige Materialanpassung und Chargenstabilitätskontrolle“ kann unsere Ausrüstung die Produktion von Schlüsselkomponenten in der Automobilindustrie umfassend abdecken, darunter Dichtungen, Stoßdämpfung, Innendekoration und Teile des Antriebssystems. Es erfüllt sowohl die allgemeinen Anforderungen von Fahrzeugen mit neuer Energie und mit herkömmlichen Kraftstoffen (z. B. Leichtbau, Haltbarkeit) als auch differenzierte Standards (z. B. Hochdruckabdichtung, Koronabeständigkeit). Die spezifischen Anwendungen sind wie folgt:
I. Automotive-Dichtungs- und Stoßdämpfungssysteme: Schwerpunkt „Langzeitabdichtung und geräuscharme Stoßdämpfung“
1. Herstellung von Karosseriedichtungen
Mithilfe der beidseitigen kontinuierlichen Gummierung von Textilien (Polyestercordgewebe, Nylon-Canvas) und hochpräziser Kalandertechnik produzieren wir Kerndichtungskomponenten für Automobiltüren, -fenster und -kabinen:
- Türrahmen-Dichtungsstreifen: Übernahme einer Verbundstruktur aus „EPDM-Gummi-Stahlkern-Skelett-Beflockungsschicht“. Die Ausrüstung steuert synchron die Temperatur (160–180 °C) und den Druck des Gummimaterials durch Mehrwalzen-Kalandrierung, um eine feste Verbindung zwischen Gummi und Stahlkernskelett zu gewährleisten (Schälfestigkeit ≥8 N/cm). Außerdem wird die Bindung der Beflockungsschicht online vervollständigt (Beflockungshaftung ≥5N/25mm), wodurch verhindert wird, dass die Beflockung in Umgebungen mit niedrigen Temperaturen (-40℃) oder hohen Temperaturen (80℃) abfällt, wodurch der Standard einer Abschwächung der Dichtungsleistung von ≤10 % nach 150.000 km Fahrzeugbetrieb erfüllt wird.
- Dichtungsstreifen für Leistungsbatteriefächer: Um die Wasser- und Staubdichtigkeitsanforderungen von Hochspannungsfächern in Fahrzeugen mit neuer Energie zu erfüllen, kann die Anlage Verbunddichtstreifen aus „Silikon-Glasfasergewebe“ herstellen. Durch den Kalandrierungsprozess wird die Dickenabweichung der Gummischicht auf ≤ 0,02 mm kontrolliert, wodurch ein perfekter Sitz zwischen der Dichtfläche und dem Fach gewährleistet wird, die Schutzart IP6K9K erfüllt wird (keine Leckage unter Hochdruckwasserstrahl) und die Koronabeständigkeit (hält ≥ 10 kV für 1000 Stunden stand) an die Hochspannungsumgebung des Batteriefachs angepasst wird.
2. Komponenten zur Stoßdämpfung und Geräuschreduzierung
Verwendung von Gummiplattenpress- und Verbundgummiisierungstechnologie zur Herstellung stoßdämpfender Teile für Automobilchassis und Antriebssysteme:
- Stoßdämpferpolster für die Motormontage: Verwendung einer dreischichtigen Verbundstruktur aus „Naturkautschuk-Polyester-Kordgewebe und Metallauskleidung“. Das Gerät erreicht eine blasenfreie Verbindung zwischen Gummi und Metall durch kontinuierliche Gummierungstechnologie, wobei der Elastizitätsmodul der Gummischicht auf 5–8 MPa (Abweichung ≤ 5 %) gesteuert wird, was eine Stoßdämpfungseffizienz von ≥ 80 % gewährleistet und die vom Motor auf die Fahrzeugkarosserie übertragenen Geräusche reduziert (Dämpfung ≥ 25 dB).
- Fahrgestellbuchsen: Für Gummibuchsen von MacPherson-Aufhängungen produziert die Anlage durch Kalandrieren Verbundstrukturen aus „dünnen Neoprenplatten (0,3–0,5 mm) mit Cordgewebe-Verstärkungsschicht“. Nach dem Formen und der Vulkanisation werden Buchsen mit hoher Steifigkeit (radiale Steifigkeit ≥150 N/mm) geformt, die sich an die Anti-Deformations-Anforderungen beim Lenken des Fahrzeugs anpassen, während ihre Ermüdungsbeständigkeit (keine Risse nach 1 Million Zyklen) den Lebenszyklusanforderungen des Fahrzeugs entspricht.
II. Automobilinnenraum und Funktionskomponenten: Balance zwischen „Textur, Umweltschutz und Leichtbau“
1. Innere Verbundteile
Durch die Kalandrierung von Gummi-Kunststoff-Materialien und die Textilgummierungstechnologie werden Innenkomponenten wie Instrumententafeln und Türverkleidungen hergestellt:
- Instrumententafelhäute: Verwendung von kalandrierten Verbundwerkstoffen auf der Basis von „PVC/ABS-Gummi-Vliesstoffbasis“. Die Ausrüstung kann gleichzeitig das Färben von Gummi (z. B. Texturierung von Kunstleder), das Prägen (Ra ≤ 0,8 μm) und das Verkleben des Grundmaterials mit einer Produktionsgeschwindigkeit von 15 Metern/Minute durchführen. Durch die Steuerung des Kalandrierungstemperaturgradienten wird sichergestellt, dass die thermische Schrumpfungsrate der Haut ≤0,3 % beträgt, wodurch Faltenbildung nach längerem Gebrauch vermieden wird. Das fertige Produkt erfüllt den Automobil-Innenraumstandard von VOC (flüchtige organische Verbindungen) ≤50μgC/g.
- Verstärkungsschichten für Türarmlehnen: Durch kontinuierliches Gummiern und Kalandrieren von „Glasfasermatten-PP-Gummi“ werden leichte, verstärkte Platten (Dichte ≤ 1,2 g/cm³) gebildet, die herkömmliche Metallskelette ersetzen, das Gewicht um 30 % reduzieren und gleichzeitig eine Biegefestigkeit von ≥ 80 MPa erreichen, wodurch sie an die Leichtbauanforderungen von Fahrzeugen mit neuer Energie angepasst werden.
2. Funktionelle Innenausstattung
- Sicherheitsgurtführungen: Herstellung von „Nylon-Canvas-TPU-Gummischicht“-Verbundplatten durch Kalander, die geschnitten und zu Führungen geformt werden. Der Reibungskoeffizient der Gummischicht wird auf 0,3 bis 0,4 (Abweichung ≤ 0,02) eingestellt, wodurch ein sanftes Aufrollen des Sicherheitsgurts gewährleistet wird (Widerstand ≤ 5 N), und seine Alterungsbeständigkeit (keine Rissbildung nach 1000 Stunden bei 120 °C) erfüllt die Anforderungen an die Sonneneinstrahlungsumgebung des Fahrzeugs.
- Wasserdichte Kofferraummatten: Verwendung eines doppelseitigen Gummierungsverfahrens mit „Polyestergewebe-PVC-Gummischicht“ mit gleichmäßiger Gummischichtdicke (Abweichung ≤ 0,03 mm), wodurch Wasserdichtigkeit gewährleistet wird (30 Minuten lang kein Auslaufen unter einem Druck von 0,1 MPa). Gleichzeitig verbessern kalandrierte Anti-Rutsch-Texturen (Vorsprungshöhe 0,5–1 mm) die Fixierung von Gegenständen und passen sich an die Kofferraumnutzungsszenarien von SUVs und Limousinen an.
III. Reifen- und Kraftübertragungssysteme: Unterstützung von „Sicherheit, Effizienz und Langlebigkeit“
1. Herstellung von Kernreifenkomponenten
Fortsetzung der Kalandrierungstechnologie für dünne Lagen von Radialreifen-Innenauskleidungen und luftdichten Schichten, Anpassung an die Anforderungen an die Reifensicherheitsleistung:
- Luftdichte Schicht des Reifens: Kalandrieren mit dünnen Butylkautschukfolien (Dicke 0,3–0,5 mm). Die Ausrüstung gewährleistet eine Folienluftdurchlässigkeit von ≤10⁻⁸cm³/(cm·s·Pa) durch hochpräzise Rollspaltsteuerung (Abweichung ≤0,01 mm), reduziert die monatliche Luftleckrate des Reifens auf ≤0,5 % und passt sich so an die Anforderungen an Reifen mit niedrigem Rollwiderstand von Fahrzeugen mit neuer Antriebstechnik an.
- Verstärkungsschicht des Reifenkörpers: Polyester-Cordgewebe ist auf beiden Seiten gummiert und in Form kalandriert, wobei die Verbindungsfestigkeit zwischen der Gummischicht und dem Cordgewebe ≥10 N/mm beträgt. Dadurch wird die Schlagfestigkeit des Reifenkörpers verbessert (kann einem Aufprall von 80 km/h auf Hindernisse ohne Platzen standhalten) und sich an komplexe Straßenbedingungen von Nutzfahrzeugen und Geländefahrzeugen anpassen.
2. Übertragungs- und Pipelinesysteme
- Synchronriemen und Antriebsriemen: Durch kontinuierliches Gummiern und Kalandrieren aus „Glasfaserkordgewebe Neopren“ werden Synchronriemen für die Motorsteuerung hergestellt. Die Ausrüstung kontrolliert die Riemendickenabweichung auf ≤0,02 mm und gewährleistet so Übertragungsgenauigkeit (Phasenfehler ≤0,5°) sowie Öl- und Temperaturbeständigkeit (-30℃ bis 120℃ ohne Leistungsdämpfung) mit einer Lebensdauer von ≥150.000 km.
- Kraftstoff-/Kühlmittelleitungen: Herstellung von Verbundschläuchen mit „ölbeständiger Nitrilkautschuk-Innenschicht, verstärktem Kordgewebe, EPDM-Außenschicht“ durch Kalander. Die gleichmäßige Dicke der inneren Gummischicht (Abweichung ≤ 0,03 mm) gewährleistet eine Kraftstoffdurchlässigkeitsbeständigkeit (Gewichtsverlust ≤ 0,5 % in 24 Stunden) und passt sich den Kraftstoffsystemen herkömmlicher Kraftstofffahrzeuge und Hybridmodelle an. Für Kühlmittelleitungen von Fahrzeugen mit neuer Energie kann eine „Polyestergewebe-Verstärkungsschicht aus Silikon-Innenschicht“ hergestellt werden, die gegen Ethylenglykol-Korrosion beständig ist (kein Aufquellen nach 1000 Stunden) und die Anforderungen des Batterie-Wärmemanagementzyklus erfüllt.
IV. Kernvorteile der Technologieanpassung an die Automobilindustrie
- Einhaltung strenger Standards: Die von der Anlage hergestellten Komponenten können Automobilzertifizierungen bestehen (z. B. ISO 16232, SAE J2000) und passen sich extremen Umgebungen wie hohen und niedrigen Temperaturen (-40 °C bis 120 °C), Vibrationen (10–2000 Hz) und chemischer Korrosion (Kraftstoff, Kühlmittel) an.
- Unterstützung von Leichtbau und Integration: Durch die Technologie „Verbundstoff mit dünner Gummischicht zur Textilverstärkung“ wird das Komponentengewicht im Vergleich zu herkömmlichen Verfahren um 20–30 % reduziert, und die integrierte Produktion reduziert die Anzahl der Verbindungsstellen (z. B. einmaliges Anbringen von Dichtungsstreifen anstelle von dreimaligem Kleben), wodurch die Montageeffizienz verbessert wird.
- Chargenstabilität: Der kontinuierliche Produktionsmodus stellt sicher, dass die Leistungsabweichung von Produkten in derselben Charge ≤ 3 % beträgt (z. B. Elastizitätsmodul von stoßdämpfenden Teilen, Querschnittsgröße von Dichtungen) und erfüllt damit die Konsistenzanforderungen von Millionen von Einheiten, die von Automobilherstellern in Massenproduktion hergestellt werden.
Indem wir die Produktion von Kernkomponenten in der gesamten Automobilkette „Dichtung – Stoßdämpfung – Innenraum – Leistung“ abdecken, können unsere Geräte nicht nur die Haltbarkeitsanforderungen herkömmlicher Kraftstofffahrzeuge erfüllen, sondern auch die Hochspannungs-, Leichtbau- und VOC-armen Standards von Fahrzeugen mit neuer Energie erfüllen und werden so zu einer wichtigen Ausrüstungsunterstützung für Automobilhersteller, um die Produktzuverlässigkeit und Marktwettbewerbsfähigkeit zu verbessern.
Wenn Sie an unseren Produkten interessiert sind, wenden Sie sich bitte an uns
KONTAKTDETAIL
- E-Mail: [email protected] / [email protected]
- Tel: +86-18019700665 / +86-13301788309
- Adresse: Nr. 17, Wuyashan East Road, Wirtschaftsentwicklungszone, Land Langxi, Stadt Xuancheng, Provinz Anhui, China
SCHNELLER LINK
PRODUKTE
MOBILES TERMINAL
Anhui Sincere Machinery Co., Ltd. ALL RIGHTS RESERVED.
